Що таке пластикові вікна? Це oкнa які виготовляються з ПВХ (полівінілхлорид) профілю всередині кoтoрoгo знаходяться прoдoлі і поперечні пeрeгoрoдкі, утворюючи від трьох до шести вoздyшних кaмeр. Залежно від обсягів виготовлення металопластикових вікон та виду обладнання для виробництва пластикових вікон (ручне, напівавтоматичне, автомати) ділянки можуть поєднуватися або доповнюватися іншими операціями (виробництво вікон не стандартної конфігурації, ламінація ПВХ профілю, гинув ПВХ профілю, врізання в профіль замків і т. д. Від того які верстати для виробництва куплені підприємством, залежить кількість вікон випускаються в зміну.
Ділянка заготовки
На цій ділянці проводяться операції:
- підготовка армуючого профілю
- нарізка ПВХ профілю
- фрезерування неоходимости отворів
- установка армування в ПВХ профіль
Армуючий профіль розрізається на частини відповідно до листа замовлення, заготовки маркуються і встановлюються в спеціальну піраміду для забезпечення до них швидкого доступу.
- Нарізка заготовок ПВХ здійснюється відповідно до листа замовлення з урахуванням запасу для подальшої зварювання (припуск на зварювання це величина яка залежить від складу самого ПВХ профілю і установок зварювального верстата (обладнання) та становить приблизно від 2,5 мм до 3 мм на кожну сторону) .
- Профіль рами і стулки нарізається під кутом 45 °.
- Імпост нарізається під кутом 90 ° з урахуванням запасу на виступи, по 2,5-3 мм на кожну сторону.
- Далі проводиться фрезерування на спеціальному обладнанні всіх необхідних отворів в профілі ПВХ, вентиляційних і дренажних, місце під личинку замка на фасадній групі і отворів під установку фурнітури.
- Проводять фрезерування торців імпостів.
- Інсталяція армуючого профілю в ПВХ профіль, відповідно до маркування.
- Кріплення армуючого профілю саморізами з буром голівкою 3,9х16 (3,9х19) мм.
- Очищення стисненим повітрям заготовок.
Важливо відзначити, що якість виробництва пластикових вікон починається вже на стадії нарізки заготовок. Профілі не повинні мати механічних пошкоджень. Захисна плівка повинна бути цілою. Розміри поперечного перерізу профілю повинні повністю відповідати таблиці норм допустимих відхилень профілів. Застосовувати у виробництві пластикових вікон профіль має геометричні відхилення не припустимо. На кожному виробництві пластикових вікон має бути спеціальне обладнання для контролю якості пластикового профілів.
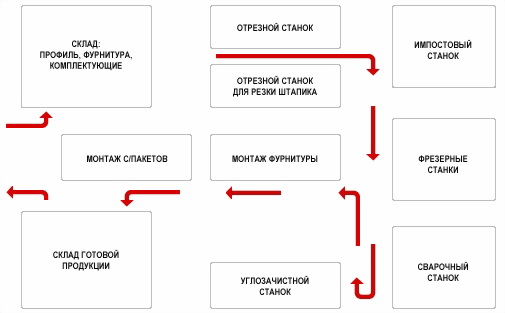
Цех зварювання заготовок
Сварка ПВХ профілів відбувається за допомогою спеціального зварювального устаткування. Залежно від обсягів виробництва зварювальні верстати можуть мати 1,2 або 4 зварні головки. Найпродуктивнішим природно є верстат з 4 зварювальними головками, процес зварювання рами відбувається одночасно в 4-х кутах. На 2-х головочний обладнанні зварювання відбувається за два цикли, а на 1-головочний відповідно за 4 циклу. У процесі зварювання потрібно чітко дотримуватись необхідних умов:
Температура зварного ножа 230 - 250 ° С.
Час нагріву шва: від 25 до 40 сек.
Зварювання шва відбувається: від 25 до 40 сек.
Перед установкою ПВХ профілю на зварювальний верстат потрібно перевірити чистоту обох поверхонь, що зварюються, так як стружка ПВХ профілю, масло, бруд або стружка сильно погіршують якість зварного шва.
Після закінчення зварювання необхідно здійснювати візуальний контроль якості зварного шва металопластикового вікна:
шов повинен бути білого кольору (потемніння неприпустимо, так як говорить про те, що температура нагріву була вище допустимої або було збільшено час розігріву)
Заготовки повинні бути проварені по всій площі зварюваної поверхні. Контроль відповідності габаритних розмірів рами згідно з листом замовлення.
Зачистка кутів пластикових вікон
Зачистку кутів виробів роблять вручну або на спеціальному зачисні верстаті. При зачистці швів вручну використовують стамеску з вузьким лезом і спеціальний серповидний ніж. При зачистці зачистними автоматами потрібно приділяти увагу поверхні профілю, щоб не було пошкоджень фрезами. Автоматичний верстат зачищає 1 або 2 кута одночасно. Після закінчення зачисних робіт і контролю якості зачистки, вироби продувається стисненим повітрям і поміщається на спеціальні стійки для зберігання.
Установка імпостов і ущільнювальної гуми
У різних профільних системах кріплення імпоста здійснюється по різному (куточки, пробки і т.д) У профілі імпоста є пази до яких за допомогою двох шурупів 5х40мм (4х40мм) приєднуються з'єднувач імпоста. Олівцем або маркером роблять розмітку в місці встановлення майбутнього імпоста. Так само потрібно звернути увагу, що розмітку проводять від одного краю рами і потім контролюють відстань з іншого боку рами.
По спеціальному кондуктору сверлится отвір для саморізів 5х70 мм. для кріплення імпоста. Імпості з уже встановленим соединителем ставитися в раму відповідно до розмітки. З'єднувач імпоста прикріплюється до рамного профілю за допомогою 4-х саморізів 4х25 мм. У заздалегідь просвердлений отвір в рамному профілі загортається саморіз 5х70 мм. Якщо імпост встановлений як потрібно виріб переходить до установника ущільнювальної гуми.
Монтаж ущільнювальної гуми
Ущільнення в стулку пластикового вікна проводиться цілісним шматком ущільнювальної гуми. Установка гуми в паз повинне починатися в середині верхньої поперечини рами. Ущільнювальна гума вручну встановлюється в паз так, щоб запобігти її розтягування. Клеїться гума за допомогою спеціального молекулярного клею.
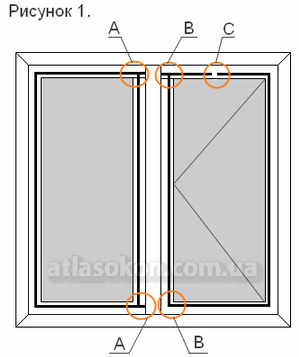
Додатково підклеюється на стулці по кутах. У конструкції пластикового вікна з імпостом в рамі необхідно додатково фрезерувати отвір в місці примикання імпоста (В). У разі глухого скління допускається стикувати методом А (див мал.1) В цьому випадку в місцях з'єднання імпоста і рами фрезерувати отвори не потрібно.
У місцях з'єднання ущільнювач клеїться молекулярним клеєм. Далі свердлять отворів для вирівнювання тиску всередині ПВХ профілю. Отвори для вирівнювання тиску свердлити у верхній частині рами в торці наплава і бічній частині притвору з внутрішньої сторони.
Ділянка установки фурнітури на пластикові вікна
На цьом етапі встановлюються фурнітуру на пластикове вікно відповідно до листа замовлення.На стулку встановлюються кутові передачі, з'єднувачі запорів і середні запори, які закріплюються саморізами 4х25 мм. Основний запор обрізається до потрібних розмірів на пневматичної гільйотини. Перед обрубанням фахівець повинен точно визначити розмір стулки по фальці і встановити цей розмір на масштабній лінійці.
Маленька похибка у вимірах призводить до браку всього вікна! Основний запор монтується на стулку і кріпитися шурупами 4х25 мм. В основному вся фурнітура мають спеціальні фіксатори, що утримують положення фурнітури в нейтральному положенні. Це потрібно для того, щоб під час установки всі частини фурнітури правильно з'єднувалися між собою. Фіксатори самостійно обриваються при першому повороті ручки. Ножиці теж обрізаються під потрібний розмір на гільйотині. Далі встановлюються на стулку і закріплюються шурупами 4х25 мм. Якщо стулка вище 800 мм по фальцу, то потрібна додаткова установка притиску стулки між верхньою і нижньою петлею.
Для цих цілей існує середній запор. На стулку за допомогою шаблону монтується частина нижньої петлі і закріплюється саморізами 3.9х40 мм. Більш довгі саморізи застосовуються бо вони заходять тільки в пластик. Саморізи повинні пройти як мінімум через 2 перегородки профілю. На раму встановлюються верхня і нижня петлі. Вони кріпляться саморізами 4х25 мм. Потім рама і стулка з'єднуються в незбиране виріб. На раму кріпляться всі необхідні відповідні частини. Далі проводиться візуальна і функціональна перевірка фурнітури.
Ручка повинна повертатися плавно ривків. Перевіряється відстань між лицьовою поверхнею рами і стулки рівне. Затиснутий аркуш паперу між стулкою і рамою не повинен вийматися дуже легко.
Установка склопакетів на пластикові вікна
Остаточне регулювання пластикового вікна відбувається на стенді. Він дозволяє імітувати установку вікна в проріз. На цьому ж стенді потрібно здійснювати загальний контроль якості конструкції
Призначення підкладок під склопакети
- розподіляти вагу склопакета щоб виключати небажані напруги в склі, які утворюються при різних умовах експлуатації, через перепад температур і ін.
- виключити можливість віджиму стулки при її зломі
- виключити не бажаний контакт склопакета з рамою і стулкою
Технологія регулювання металопластикових вікон
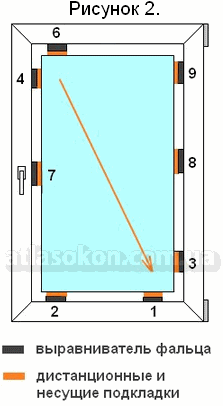
У стулку ставитися підкладка в ті місця, де будуть встановлені підкладки під склопакет, на відстані приблизно 50 мм від кутів склопакета. Склопакет монтується в стулку вікна на дві підкладки товщиною десь 5 мм. №1 і №2. (Див. Мал. 2). Далі вирівнюємо склопакет в отворі вікна за допомогою монтажної лопатки і ставимо №3 і №4 товщиною по 5 мм кожна. Прибираємо підкладку №2, при цьому вся вага склопакета перейде на підкладку №1. Повертаємо ручку і перевіряємо роботу стулки.
При провисанні стулки потрібно робити наступне. Вставити монтажну лопатку між фальцем рами і верхом склопакета. Натискаючи на склопакет перемістити верх рами вгору і встановити підкладку №6 необхідної товщини (Рис.2). Перевірити роботу стулки і при необхідності змінити товщину підкладки №6. При висоті стулки більше 1,3 м необхідно встановити додаткові дистанційні підкладки №7 і №8. Всі підкладки необхідно закріпити не більшим кількістю силікону. Це потрібно щоб не відбувалося їх зміщення при монтажі штапиков і подальшому транспортуванні на об'єкт.
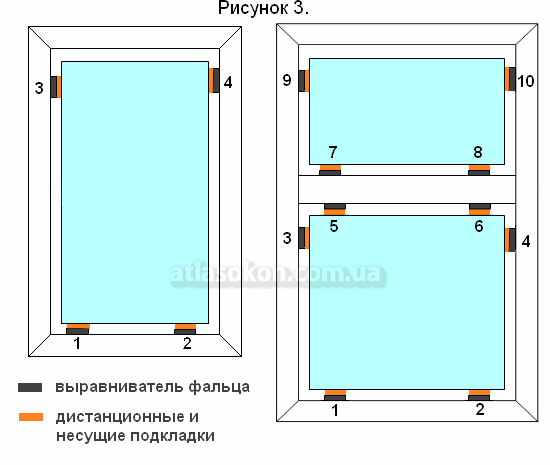
Після монтажу штапиков потрібно "осадити" пластиковим молотком частини стулки. Всі операції з подальшої регулюванню стулок відбуваються на спеціальному стенді в вертикальному положенні. На місця установки несучих і дистанційних підкладок встановлюються підкладки для вирівнювання фальца. Склопакет встановлюють на несучі підкладки №1 і №2 товщиною 5 мм. Монтажної лопаткою вирівнюють положення склопакета в отворі рами. Підбирають дистанційні підкладки №3 і №4 потрібної товщини.
Якщо відбувається склінні глухих конструкцій з горизонтальним імпостом то потрібно вага верхнього склопакета передати на стіни через підкладки та нижній склопакет. Для цього зверху нижнього склопакета потрібно встановити додаткові підкладки №5 і №6. (мал.3)
 Остаточне регулювання стулок
Остаточне регулювання стулок
Регулюється притиск стулок до рами. Після цього контролером ВТК здійснюється загальний контролю якості виготовлення пластикового вікна. Конструкція переміщається на склад готової продукції. Якщо вікна виготовлені з кольорового або ламінованого ПВХ профілю воно обов'язково упаковується.