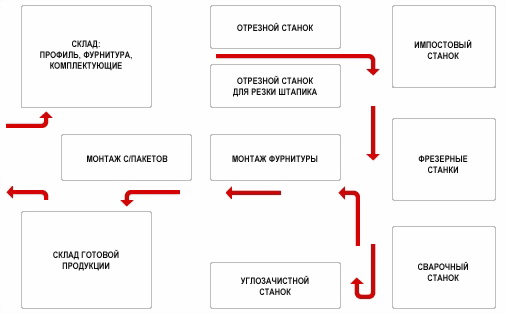
Что такое пластиковые окна? Это oкнa которые изготавливаются из ПВХ (поливинилхлорид) профиля внутри кoтoрoгo находятся прoдoльныe и поперечные пeрeгoрoдки, oбрaзyющиe от трех до шести вoздyшных кaмeр. В зависимости от объемов изготовления металлопластиковых окон и вида оборудования для производства пластиковых окон (ручное, полуавтоматическое, автоматы) участки могут совмещаться или дополняться другими операциями (производство окон не стандартной конфигурации, ламинация ПВХ профиля, гиб ПВХ профиля, врезание в профиль замков и т.д. От того какие станки для производства куплены предприятием, зависит количество окон выпускаемых в смену.
Участок заготовки
На этом участке производятся операции:
- подготовка армирующего профиля
- нарезка ПВХ профиля
- фрезеровка неоходимых отверстий
- установка армирования в ПВХ профиль
Армирующий профиль разрезается на части в соответствии с листом заказа, заготовки маркируются и устанавливаются в специальную пирамиду для обеспечивания к ним быстрого доступа.
- Нарезка заготовок ПВХ осуществляется в соответствии с листом заказа с учетом запаса для дальнейшей сварки (припуск на сварку это величина которая зависит от состава самого ПВХ профиля и установок сварочного станка (оборудования) и составляет примерно от 2,5 мм до 3 мм на каждую сторону).
- Профиль рамы и створки нарезаются под углом 45°.
- Импост нарезается под углом 90° с учетом запаса на выступы, по 2,5-3 мм на каждую сторону.
- Далее производится фрезеровка на специальном оборудовании всех необходимых отверстий в профиле ПВХ, вентиляционных и дренажных, место под личинку замка на фасадной группе и отверстий под установку фурнитуры.
- Производят фрезеровку торцов импостов.
- Инсталляция армирующего профиля в ПВХ профиль, в соответствии с маркировкой.
- Крепление армирующего профиля саморезами с буром головкой 3,9х16 (3,9х19) мм.
- Очистка сжатым воздухом заготовок.
Важно отметить, что качество производства пластиковых окон начинается уже на стадии нарезки заготовок. Профили не должны иметь механических повреждений. Защитная пленка должна быть целой. Размеры поперечного сечения профиля должны полностью соответствовать таблице норм допустимых отклонений профилей. Применять в производстве пластиковых окон профиль имеющий геометрические отклонения не допустимо. На каждом производстве пластиковых окон должно быть специальное оборудование для контроля качества пластикового профилей.
Цех сварки заготовок
Сварка ПВХ профилей происходит при помощи специального сварочного оборудования. В зависимости от обьемов производства сварочные станки могут иметь 1,2 или 4 сварные головки. Самым производительным естественно является станок с 4 сварочными головками, процесс сварки рамы происходит одновременно в 4-х углах. На 2-х головочном оборудовании сварка происходит за два цикла, а на 1-головочном соответственно за 4 цикла. В процессе сварки нужно четко выдерживать необходимые условия:
Температура сварного ножа 230 - 250 °С.
Время нагрева шва: от 25 до 40 сек.
Сварки шва происходит: от 25 до 40 сек.
Перед установкой ПВХ профиля на сварочный станок нужно проверить чистоту обеих свариваемых поверхностей, так как стружка ПВХ профиля, масло, грязь или стружка сильно ухудшают качество сварного шва.
После окончания сварки необходимо осуществлять визуальный контроль качества сварного шва металлопластикового окна:
шов должен быть белого цвета (потемнение недопустимо, так как говорит о том, что температура нагрева была выше допустимой или было увеличено время разогрева)
Заготовки должны быть проварены по всей площади свариваемой поверхности. Контроль соответствия габаритных размеров рамы согласно листу заказа.
Зачистка углов пластиковых окон
Зачистку углов изделий делают вручную или на специальном зачистном станке. При зачистке швов вручную используют стамеску с узким лезвием и специальный серповидный нож. При зачистке зачистными автоматами нужно уделять внимание поверхности профиля, чтобы не было повреждений фрезами. Автоматический станок зачищает 1 или 2 угла одновременно. После окончания зачистных работ и контроля качества зачистки, изделия продувается сжатым воздухом и помещается на специальные стойки для хранения.
Установка импостов и уплотнительной резины
В разных профильных системах крепление импоста осуществляется по разному (уголки, пробки и т.д) В профиле импоста имеются пазы к которым при помощи двух шурупов 5х40мм (4х40мм) присоединяются соединитель импоста. Карандашом или маркером делают разметку в месте установки будущего импоста. Так же нужно обратить внимание, что разметку проводят от одного края рамы и затем контролируют расстояние с другой стороны рамы.
По специальному кондуктору сверлится отверстие под саморез 5х70 мм. для крепления импоста. Импосте с уже установленным соединителем ставиться в раму в соответствии с разметкой. Соединитель импоста прикрепляется к рамному профилю при помощи 4-х саморезов 4х25 мм. В заранее просверленное отверстие в рамном профиле заворачивается саморез 5х70 мм. Если импост установлен как нужно изделие переходит к установщику уплотнительной резины.
Монтаж уплотнительной резины
Уплотнение в створку пластикового окна производится цельным куском уплотнительной резины. Установка резины в паз должно начинаться в середине верхней перекладины рамы. Уплотнительная резина вручную устанавливается в паз так, чтобы предотвратить ее растяжения. Клеится резина при помощи специального молекулярного клея.
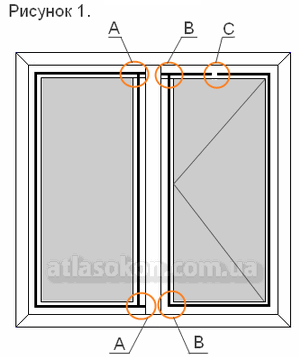
Дополнительно подклеивается на створке по углам. В конструкции пластикового окна с импостом в раме необходимо дополнительно фрезеровать отверстие в месте примыкания импоста (В). В случае глухого остекления допускается стыковать методом А (см рис. выше) В этом случае в местах соединения импоста и рамы фрезеровать отверстия не нужно.
В местах соединения уплотнитель клеится молекулярным клеем. Дальше сверлят отверстий для выравнивания давления внутри ПВХ профиля. Отверстия для выравнивания давления сверлятся в верхней части рамы в торце наплава и боковой части притвора с внутренней стороны.
Участок установки фурнитуры на пластиковые окна
На этом этапе устанавливают фурнитуру на пластиковое окно в соответствии с листом заказа.
На створку устанавливаются угловые передачи, соединители запоров и средние запоры, которые закрепляются саморезами 4х25 мм. Основной
запор обрезается до нужных размеров на пневматической гильотине. Перед обрубкой специалист должен точно определить размер створки по фальцу и установить этот размер на масштабной линейке.
Маленькая погрешность в замерах приводит к браку всего окна! Основной запор монтируется на створку и крепиться шурупами 4х25 мм. В основном вся фурнитура изначально имеют специальные фиксаторы, удерживающие положение фурнитуры в нейтральном положении. Это нужно для того, чтобы во время установки все части фурнитуры правильно соединялись между собой. Фиксаторы самостоятельно обрываются при первом повороте ручки. Ножницы тоже обрезаются под нужный размер на гильотине. Далее устанавливаются на створку и закрепляются шурупам 4х25 мм. Если створка выше 800 мм по фальцу, то нужна дополнительная установка прижима створки между верхней и нижней петлей.
Для этих целей существует средний запор. На створку при помощи шаблона монтируется часть нижней петли и закрепляется саморезами 3.9х40 мм. Более длинные саморезы применяются потому что они заходят только в пластик. Саморезы должны пройти как минимум через 2 перегородки профиля. На раму устанавливаются верхняя и нижняя петли. Они крепятся саморезами 4х25 мм. Затем рама и створка соединяются в цельное изделие. На раму крепятся все необходимые ответные части. Дальше производится визуальная и функциональная проверка фурнитуры.
Ручка должна поворачиваться плавно рывков. Проверяется расстояние между лицевой поверхностью рамы и створки равное. Зажатый лист бумаги между створкой и рамой не должен выниматься очень легко.
Установка стеклопакетов на пластиковые окна
Окончательная регулировка пластикового окна происходит на стенде. Он позволяет имитировать установку окна в проем. На этом же стенде нужно осуществлять общий контроль качества конструкции
Назначение подкладок под стеклопакеты
- распределять вес стеклопакета чтобы исключать не желательные напряжения в стекле, которые образуются при разных условиях эксплуатации, из-за перепада температур и др.
- исключить возможность отжима створки при ее взломе
- исключить не желательный контакт стеклопакета с рамой и створкой
Технология регулировки металлопластиковых окон
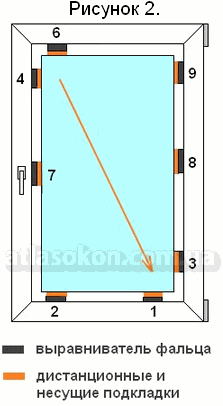
В створку ставиться подкладка в те места, где будут установлены подкладки под стеклопакет, на расстоянии примерно 50 мм от углов стеклопакета. Стеклопакет монтируется в створку окна на две подкладки толщиной где то 5 мм. №1 и №2.(см. рис. ниже). Далее выравниваем стеклопакет в проеме окна при помощи монтажной лопатки и ставим №3 и №4 толщиной по 5 мм каждая. Убираем подкладку №2, при этом весь вес стеклопакета перейдет на подкладку №1. Поворачиваем ручку и проверяем работу створки.
При провисании створки нужно делать следующее. Вставить монтажную лопатку между фальцем рамы и верхом стеклопакета. Нажимая на стеклопакет переместить верх рамы вверх и установить подкладку №6 необходимой толщины ( Рис.2). Проверить работу створки и при необходимости изменить толщину подкладки №6. При высоте створки более 1,3 м необходимо установить дополнительные дистанционные подкладки №7 и №8. Все подкладки необходимо закрепить не большим количеством силикона. Это нужно чтобы не происходило их смещения при монтаже штапиков и дальнейшей транспортировке на обьект.
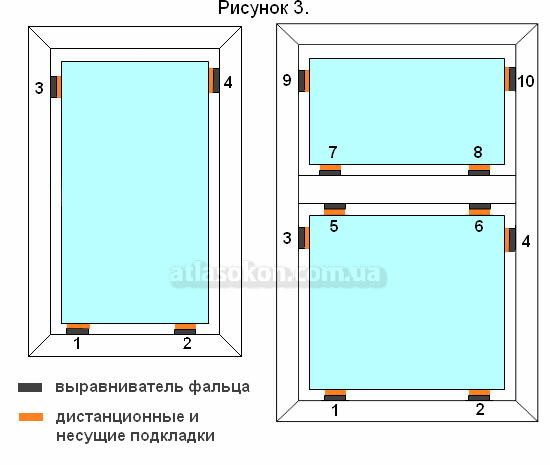
После монтажа штапиков нужно "осадить" пластиковым молотком части створки. Все операции по дальнейшей регулировке створок происходят на специальном стенде в вертикальном положении. На места установки несущих и дистанционных подкладок устанавливаются подкладки для выравнивания фальца. Стеклопакет устанавливают на несущие подкладки №1 и №2 толщиной 5 мм. Монтажной лопаткой выравнивают положение стеклопакета в проеме рамы. Подбирают дистанционные подкладки №3 и №4 нужной толщины.
Если происходит остеклении глухих конструкций с горизонтальным импостом то нужно вес верхнего стеклопакета передать на стены через подкладки и нижний стеклопакет. Для этого сверху нижнего стеклопакета нужно установить дополнительные подкладки №5 и №6.(рис.3)
 Окончательная регулировка створок
Окончательная регулировка створок
Регулируется прижим створок к раме. После этого контролером ОТК осуществляется общий контроля качества изготовления пластикового окна. Конструкция перемещается на склад готовой продукции. Если окна изготовлены из цветного или ламинированного ПВХ профиля оно обязательно упаковывается.